There are three main stretchers, one at the rear behind the rear driving wheels one near the front driving wheels and a third inbetween that also doubles up to mount other stuff.
There is a fourth and smaller one underneath the front boiler support.
The front and rear stretchers are castings but the middle one is a fabricated assembly.
Starting with the rear stretcher I found the casting under size and thus its thickness front to back which should be 3/4″ was much less but fortunately still enough width to take the fixing holes. The clean up of the casting was done on the mill with the casting clamped down against a fence. First top and bottom and then the top side and bottom side to 2 1/4″ width and finally the important width at 4 1/8″ . Using the fence ensured the casting always machined square.
The three fixing holes for the boiler clamp were drilled and tapped, again on the mill, and finally using an angle plate the holes for fixing to the frames were drilled and tapped. I did not jig drill from the frame but using the mill DRO set out the holes to the correct dimensions and I am gldd to say they all lined up when the stretcher was put between the frames. The fixings are 4 BA countersunk screws.
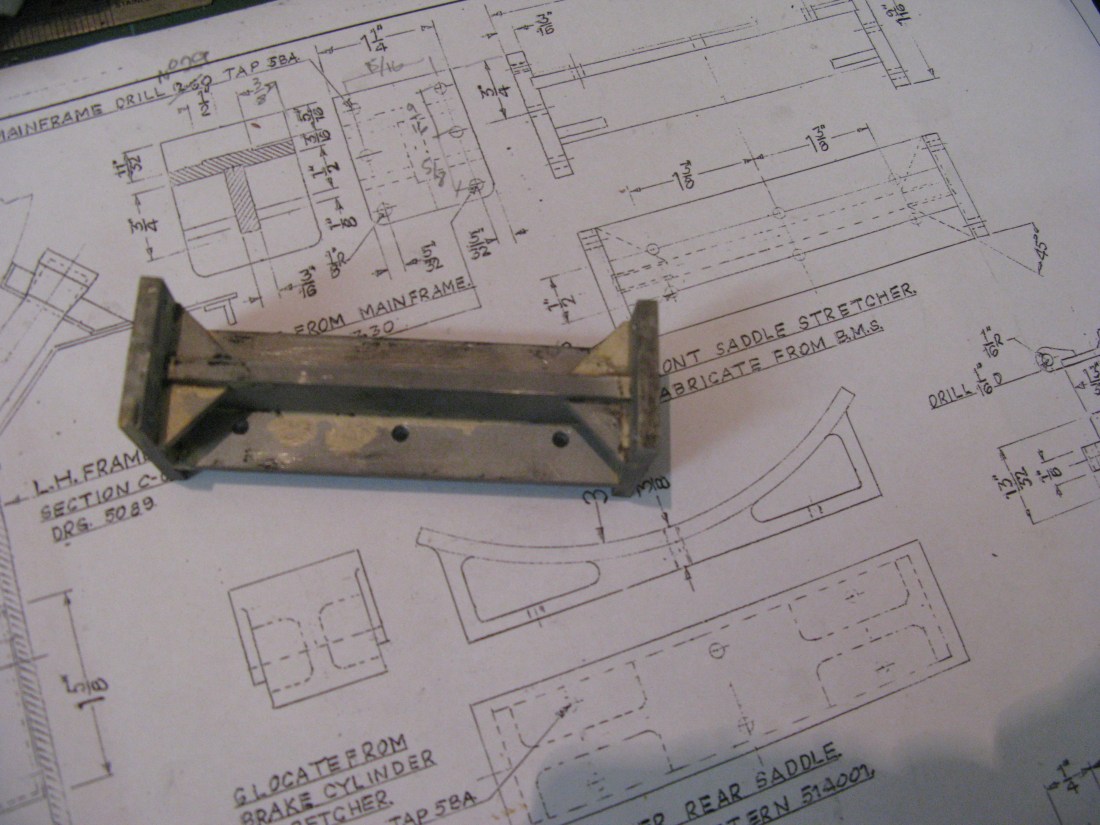
The front stretcher casting has quite a lot of taper in its rough form and cleaning it all up to get it all square took all day on the mill. Using the fence again the sides were all squared up and to dimensioned size care being taken to get the 4 1/8″ size right.
The stretcher is in the form of an H beam and as it is bolted through for fixing to the frames the inside of the webs have to be parallel with the outside. I machined the insides with a radius nosed cutter to achieve this so the bottom of the web flared into the side.
The holes were drilled to dimension from the drawing with the stretcher clamped to an angle bracket on the mill table. Having found the centre line and edges the two rows of holes were drilled by first spotting with a centre drill and then with a No.26 drill for 4 BA clearance. I then thought to give a check with the frames and located the stretcher in its position only to find my first OOPS! moment. The holes did not line up. The vertical spacings were fine but the two lines of holes were too far apart on the stretcher. A double check with the frame drawing established the mistake was with the holes in the frame. One line of holes was in the correct position but the other was not. How I made the error I do not know. So what to do. I chose to drill a new line of holes to match the frame. These new holes would bring the fixing closer to the web of the stretcher and the nut and washer would be on the begining of the curve that flares into the web. So I decided to drill and tap these holes 4 BA rather than have the bolts fitted.
The other side of the stretcher was then drilled to match the frames and the wrongly drilled holes in the one side filled with epoxy metal so that when painted they would not show.
The stretcher was then fitted successfully.
The steam brake stretcher is an assembly of 14 parts from 3/16″ mild steel and 1/8″ mild steel webs. The main structures of sides, bottom and vertical panel were first drawn out in CAD and then the 3/16″ material machined on my small X1 CNC mill to put slots in and then final shape so that the parts could be aligned accurately.

Machining the base slots and size. The top right corner of the laptop display shows the tool path.
Then came my first problem. The parts were assembled and clamped in the vice and a G clamp to hold them all together and there was no way I could get enough heat into the assembly for silver soldering. I tried various cofigurations of clamping but to no avail, the metal mass was just to great for my sievert torch and large 26kW nozzle.
I used to have oxyacetylene bottles but gave them up some few years back but kept my torch and pressure reducers as I did not forsee a need arising …. so much for looking to the future.
I then thought to try tacking the assembly with arc welding to hold it together which would then remove the need for the clamps and reduce the metal absorbing heat. Not being a skilled welder the tacks were not pretty but did the job. I reckoned that once the joints were silver soldered I could grind away the tacks.
Still no joy with the torch. The assembly was just too big to get enough heat into it. The one run I did get did not give the penetration I wanted and that took 1/2hr of heating.
The next tack was to investigate MIG or TIG welding. A visit to a National supplier of welders locally was made and what I thought was a shop turned out to be their HQ. My enquirey was passed onto the Training Manager who took me to the training school and gave me a demonstration of TIG welding which he advised was the most useful for my application as a model engineer. He then arranged for me to be given a quote. Just as well I was sitting down. TIG welders are not your everyday purchase for a few uses.
So my next tack was to see if I could hire oxyacetylene bottles only to find the local BOC had shut down since I last used them but there was a near supplier so off I went to find them which I eventually did having scoured an industrial estate for their premises.
Yes they could hire me some bottles for a minimum time of a month. The cost was still going to be high as acetylene is expensive and the total was going to be not far short of £100. This stretcher is getting expensive. OK I will go for the bottles I said and handed my BOC account card to the salesman. Off he went only to come back to tell me that the acount had been closed and they could not reinstate it without a new applcation which he could not do there. Thus I came away without the bottles.
Brooding at home on what to do I had a light bulb moment. I have two propane bottles. All I needed was another torch and adapter for fixing to the bottle. A search of the web for the Sievert torches to match the one I had produced a basic torch kit …….£68.00 !!
It was still going to be an expensive stretcher. I had no other options so the second torch is now on order…………
It arrived, and quite a contrast to my ancient Seivert.Very posh. So a quick trial lighting found the burner to be very powerful, about 4.5 kW.
The stretcher was assembled and wire retaining loops employed to keep everything in place. A hearth made up from a 2ft square fire brick for the base and 1 ft square bricks for two sided in the form of a V was erected. The posh torch was mounted on a laboratory magnetic stand with a clamp to hold the torch. The magnetic stand was placed on a 1/2″ thick steel plate weighted down so it would not tip under the weight of the torch and hose.
The stretcher was fluxed with paste made from flux powder and water and left overnight to partially dry out. It never fully dries out and when heated the water vapour always bubbles up as it turns into a molten goo. (Can the paste be made with meths?). Both torches were lit, the hand held torch used to heat the particular area to be soldered with the posh torch providing the background heat. The trouble with this method of soldering with two large nozzles in use is that the solder stick can easily melt and bend in the flame whilst placing it on the parts to be soldered. So it may be, and faint heart never won fair lady so it was plunge in time.
The soldering took a fair while to complete and in this time a lot of oxidation takes place resulting in the black coating that becomes evident if the flux has not protected the metal. With a horizontal plane and a vertical plane on two sides to be done the vertical plane tends to allow the melted flux to flow downwards and bits of the underside of the web on the vertical plane suffered from oxidation, however the solder did penetrate from above sufficiently.
To clean up I used a bath of diluted TD TEN (sometimes called TD 10) which is a domestic toilet cleaner and descaler based on hydrochloric acid. It can be bought on line although I have not looked for it in retail shops. It takes the scale off in an hour or so and can be assisted by occasional brushing while the object is immersed.
The completed but uncleaned up result is shown in the following photo’s. Not a pretty sight!


The next task after cleaning was to check for squareness and I found to my relief that the soldering process had not moved thing too much at all as the top measured slightly wider than the bottom and the top had a slight slope back to front and that was it. It would take only a few thou off to square up the one slight slant on the side and 10 thou off the top to make that parallel with the bottom. So off to the mill to do just that.
The base has some holes to hold the brake cylinder and brake lever operating bracket and unhelpfully they are “locate from Bk cyl” and nothing noted for the brake bracket. This put the grey cells into hurt mode as the dimensions were worked out from cross referencing the detail drawing for the brake cylinder and bracket to the stretcher in a manner that would enable them to be drilled on the mill using the DRO from a datum edge.
The method adopted by the drawing would mean making the brake cylinder and brake lever bracket at this stage which I was not wanting to do as my objective was to get all the stretchers fitted into the frames and not have to take them out again.
The holes in the top plate that fix the boiler support bracket were straight forward.
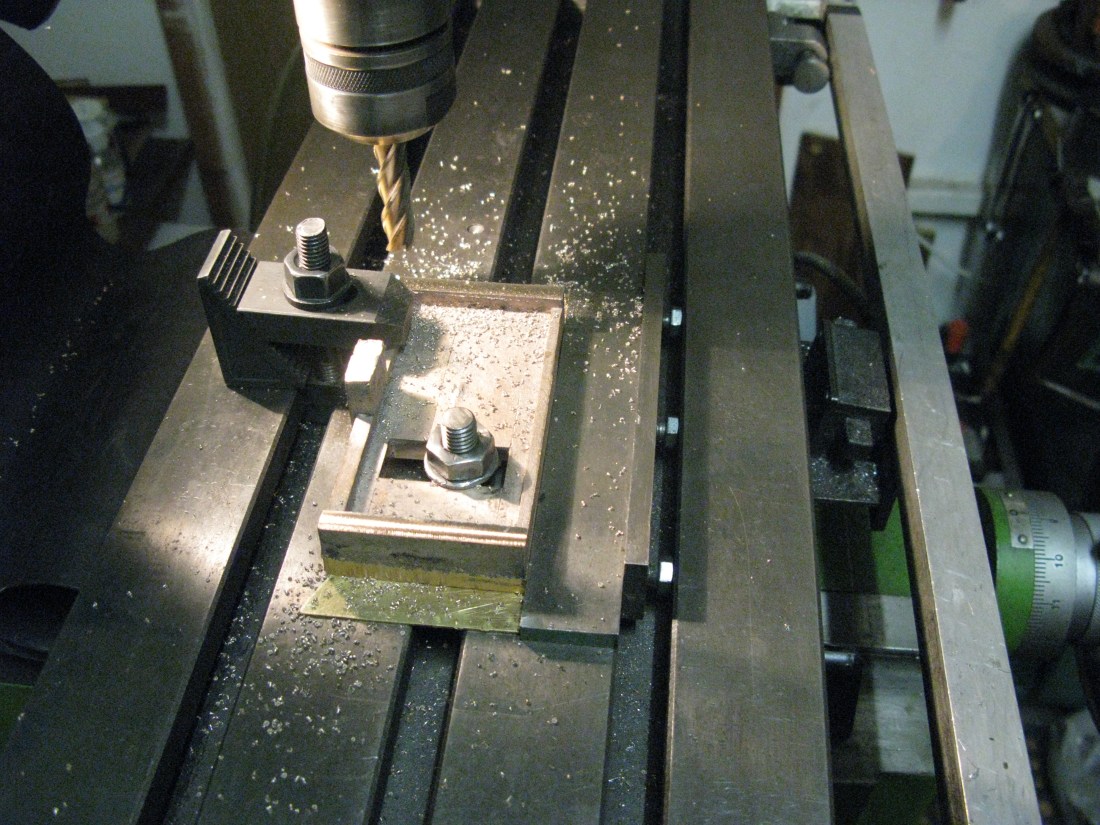
Next were the holes in the sides that fix the frame to the stretcher. I adopted the same approach as other stretchers by drilling the holes to the frame dimensions on the mill using the DRO and trusted they would all line up……..
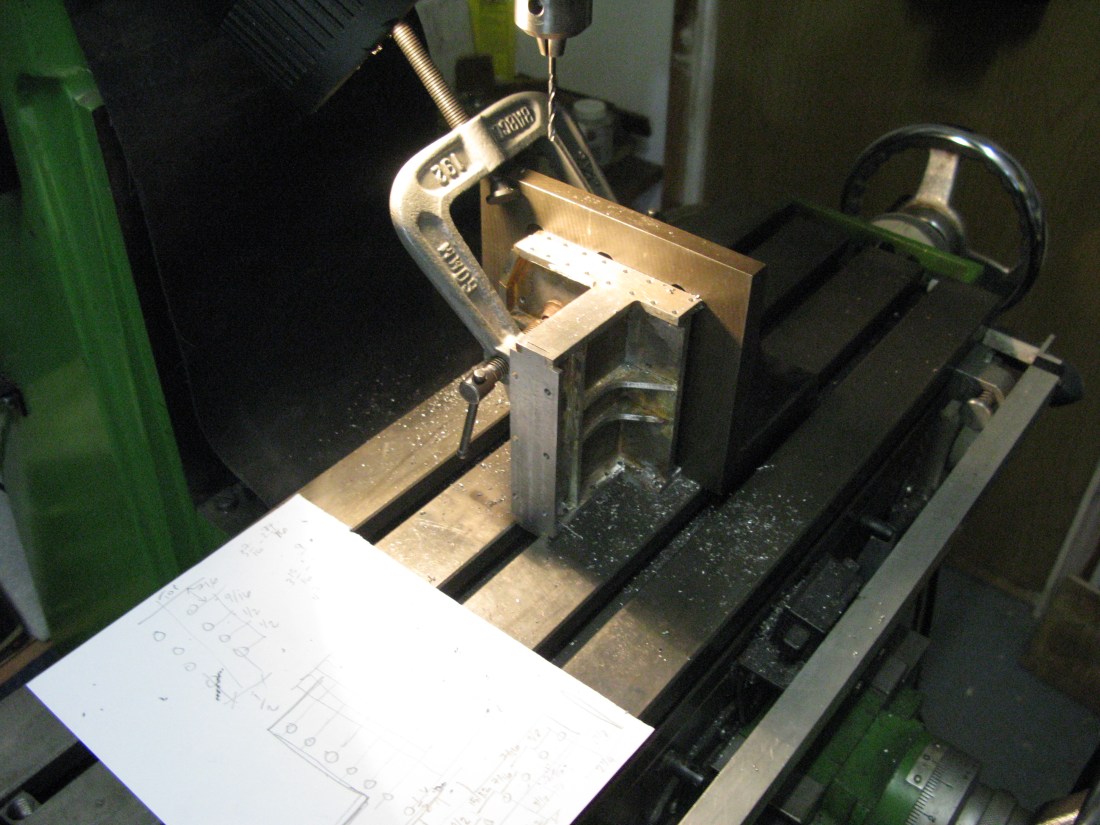
Drilling the holes….the paper has the DRO measurements that I am following.
………they did so the remaing check was to make sure it sits in the frames square and that it gives 4 1/8″ between the frames when bolted up.
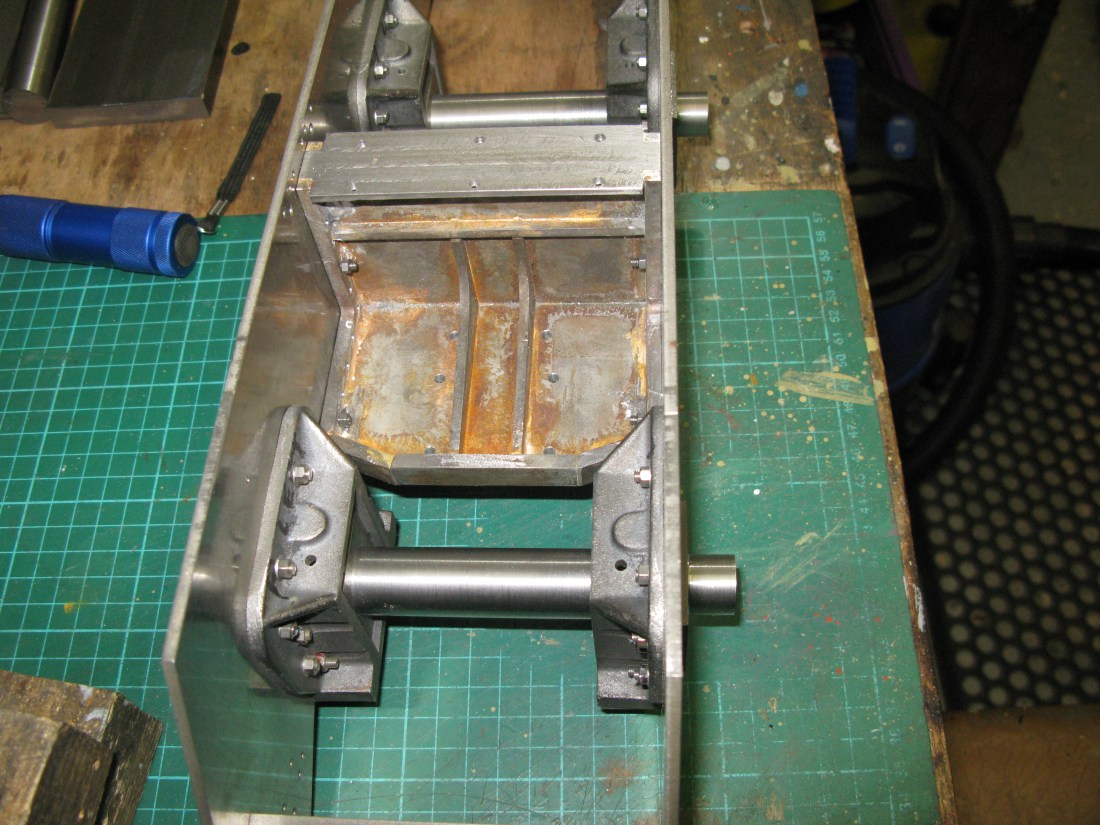
The top was fine within a few thou but the bottom was undersize but more than a few thou …..about 10 thou. The picture shows the small gap. I plan to put a steel shim in the bottom line of bolts otherwise that will be it.

Trial fit in place
The last stretcher is the front boiler saddle support stretcher. Another fabricated piece but much smaller so I am not anticipating too many problems to overcome when making it.
It consists of 8 pieces to be silver soldered together as shown in the photo below.
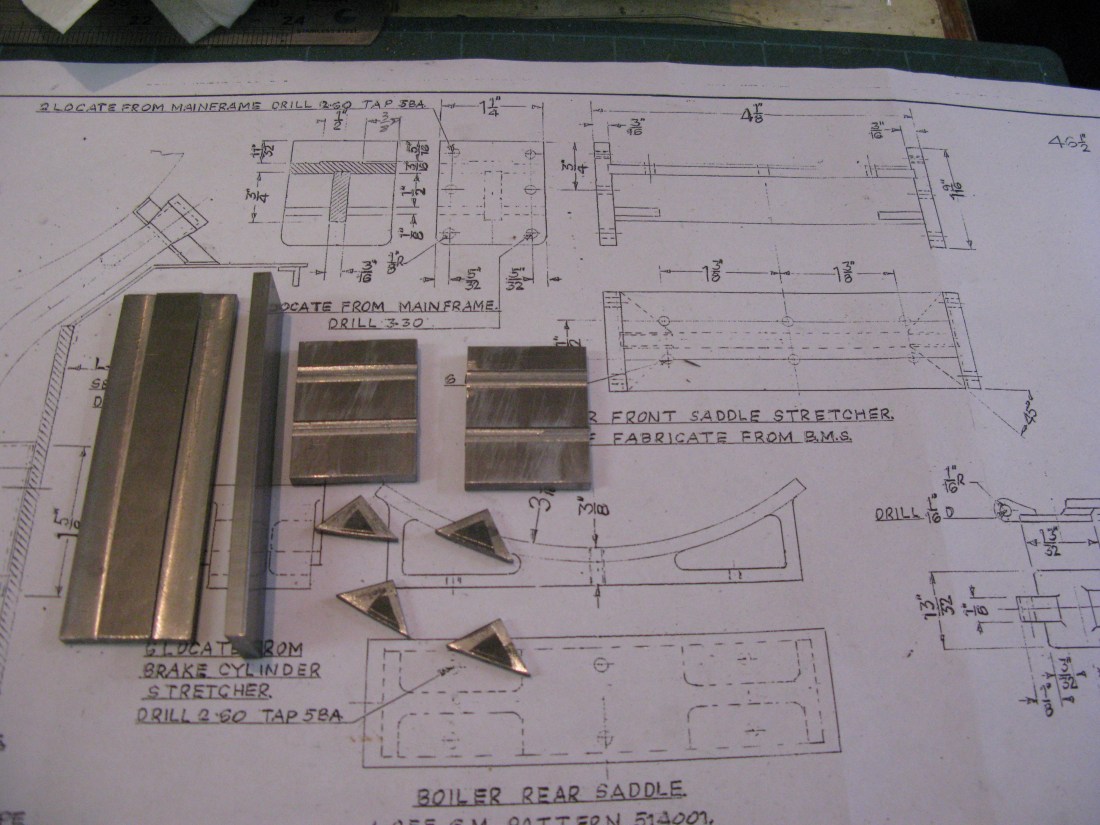
The long bar has a raised top formed by milling the edges and the underside was grooved 3/16″ x 1/32″ to accept the support bar. The ends have two slots 1/32″ deep to hold the top bar and angle brackets in place.
I first silver soldered one end, the two bars and the two angle brackets, holding the long bars together with a piece of wire in a vertical position. Once they were done and handleable I turned the piece over and soldered the other end. Once complete the stretcher was cleaned up to remove the flux and given a sand blasting to finally clean up.
The fixing holes in the end plates were drilled with the stretcher clamped to an angle plate on the mill and using the DRO to set out the holes which are for 5 BA tapping. I actually tapped all 6 holes each side even though the drawing called for the top two each side to be tapped and the bottom four for bolts. The fixings screws were shortened to be flush on the inside.
Then six holes in the top plate were drilled No.29 with the stretcher against a fence and the DRO again used to set out the holes.
The resulting stretcher is shown below.
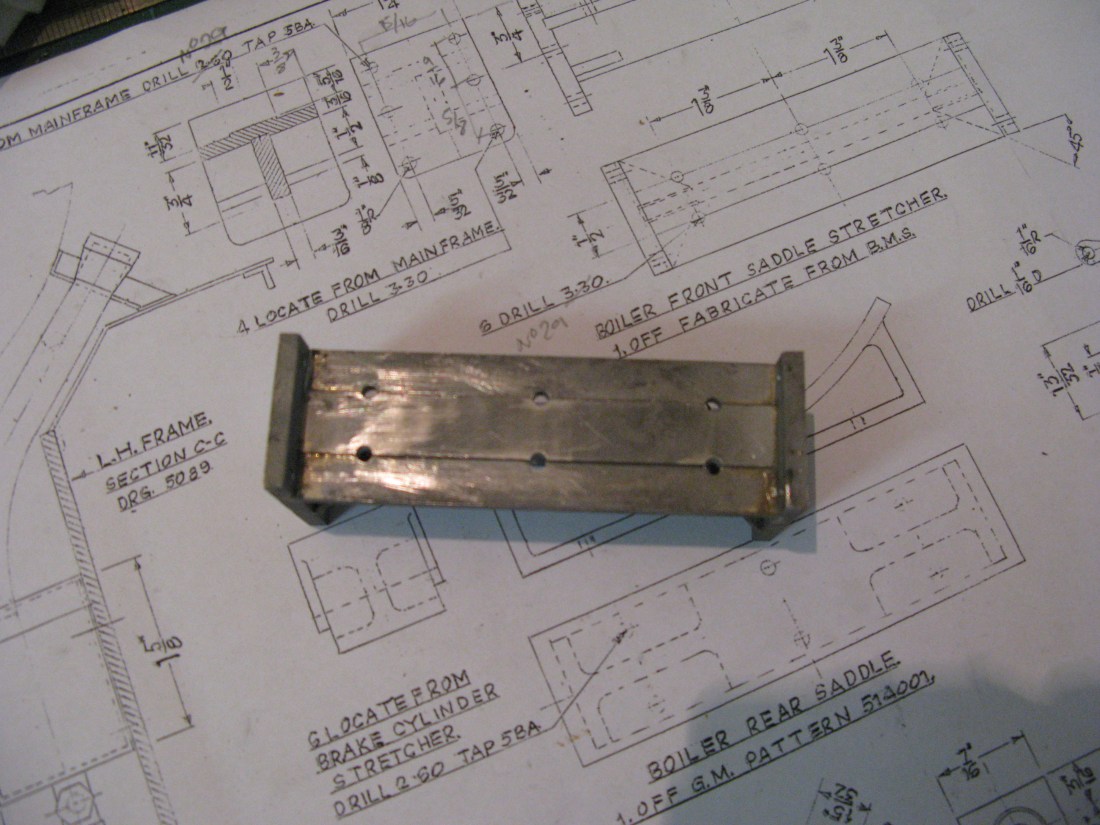
Top view
Underside
The stretcher finished up about 25 thou. over size on its width so I machined both ends down equally to get a finished size of 4 1/8″.
Although not strictly a stretcher the inside motion plate does fit between the frames so I include it here.
The motion plate is supplied as a gun metal casting with the rectangular hole already cast in which is just as well as the drawing does not dimension the hole at all.
There are some dimensions missing and I resorted to taking them off the drawing by measurement. A point to note is that the bottom face is set at an angle of 1 in 50.
The initial work was to clean up the web faces and this was done using a fence with a parallel spacer which could be removed once the work was bolted down. The tab on the bottom is finished to 7/16″ above the web top face, one of the missing dimensions. There is a bare minimum of material to clean up to get the webs at 3/4″ wide but sufficient to achieve the 4 1/8″ overall width bearing in mind the position of the tab on the centre line.
To get the angled bottom I used a piece of sheet steel packing under the top edge of the webs to get as near 1 degree 9 minutes using a digital protractor as I could. Not sure how critical this angle is. It is there to support the center cylinder slide bars so should match the angle of the cylinder block. Minor adjustment if needed could be done when the cylinder block was fitted I thought.
Next job was to drill all the holes which I did using an angle bracket on the mill and set them out using the DRO. The six holes for the trunnion bearing brackets were drilled with the motion plate flat on the mill bed and again set out using the DRO.

The came the trail fit in the frames only to find the fixing holes did not line up across the flange width. Checked the dimensions on the drawing against the frame drawing and they were fine so ” mea culpable” for drilling them wrong. Unfortunately the error was half a hole out so that’s the worst of all errors as new holes cannot be drilled in either componant to correct. Only solution is to elongate the frame holes by filing and then use some metal filler around some wood plugs to correct the error.
After a few sleeps I decided there was just enough metal to get a small pilot drill through on the correct centres. Following this with the correct sized drill with care should allow the hole to be corrected which turned out to be the case. The bolts were temporarily inserted with metal filler in the part of the hole incorrectly drilled and allowed to set. The bolts were then unscrewed and the surface cleaned up. The motion plate finally fitted and job done.

